



Case
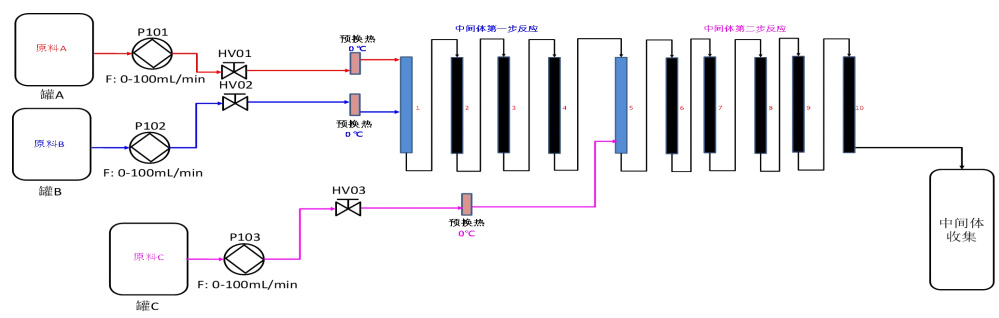
Case 1: Technical transformation of an intermediate
| Process comparison | Note |
| Existing technology | ● Large reaction heat and safety risks ● Difficulty in increasing the concentration of intermediates and low production efficiency ● Difficulty in capacity expansion |
| Micro-reaction process | ● Microreactor solves heat exchange problem, achieves intrinsic safety,reduces water consumption by 40% ● Optimizes the two-step reaction for intermediate production, and increases intermediate concentration by 2.5 times ● Achieves at least 2 times increase in production capacity |
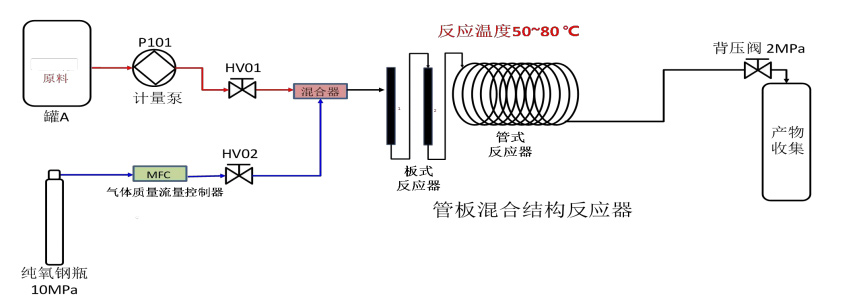
Case 2: research and development of 2105 production process
| Process comparison | Note |
| Existing technology | ● Using air or oxygen at a lower temperature, the kinetic speed is slow for 4-8 hours, the production efficiency is low, and the capacity expansion is difficult ● The reactor has a large liquid holding capacity, has potential safety hazards, and faces the risk of shutdown |
| Micro-reaction process | ● Pure oxygen oxidation under high pressure improves the reaction efficiency: the same conversion rate can be achieved within 30-50 minutes ● Continuous flow operation, small reactor liquid holdup, to achieve intrinsic safety ● Production equipment expansion, the enlarged number can increase production capacity |
 Mobile
Mobile